Hello all!
Well, the economy is tanked and I've been without work since mid December of last year. Yikes! I have to admit, I'm starting to get a little worried about it. I can't sit around and cry like a baby while the powers that be try to figure out this darn mess. Besides, I'm getting bored, and I'm nowhere near ready to retire.
I don't feel financially safe enough to start gung-ho on my own project, but it did occur to me that I could start making bits and pieces. A few days ago I started to think about radius rods and made a post about their lengths. I figured that would be an easy and simple project for me. Something to cheer me up!
A little background
==============
The radius rod length thread got me thinking again about the possibility of using a set of traditional wishbones instead of hairpins for my future project. With great interest, I've followed wishbone sales on Ebay and the Hamb for about six months. I keep thinking, “Wouldn't it be cool to use real wishbones?” Anyway, the radius rod lengths post made me ask myself, “Why not build them?”
Because I have more time then money or sense, I'm starting my first build thread. It's not a “Whole Car” build thread like the rest of you, just a small part of it. I would like to design and build from scratch, a set of front and rear traditional looking wishbones. I want them split in style and inspired in appearance by the man himself, Henry Ford. I even have some ideas on how to make them stronger than the originals.
I'm not sure if this exercise will amount to anything of value, or if I'll even succeed at it. The worst that will happen from my efforts is I'll have a lot of fun and possibly a cool set of hand made wishbones. And in the spirit of a true build thread, mistakes will be made and directions will change. I also don't claim to know much of anything, even though I'll try and convince you otherwise... (it's all part of my master plan Bwahahahahah!). It seems like the older I get and the more I learn, the less I really know! Feel free to thread jack and mind dump. This thread is all about sharing ideas.
Lets get started. I've been looking at different styles of Ford wishbones from photographs (I don't actually have any real ones). Here are some thoughts about what I want them to look like:
Front brackets
===========
Hands down for me anyway, the 32 style offset front bracket mount is my favorite in appearance. This is the front bracket I'm going to use as a model for my front wishbones. Here is a photo I stole from the Web to illustrate what I mean:

I love the look of the bottom part/line of the bar being lower than the rest of the bracket. I am a huge fan of the traditional looking rod, and from my lurkings on this forum and others, I especially like the look of cars that are built as low as possible. I think a wishbone front bracket that places the bar low, relative to the front axle mounting, should make for a more horizontal looking bar. I also plan to make the opening of the bracket mouth 2 1/4" to fit the more modern after market I-Beam axles.
Caster
=====
I've researched the caster in these front brackets. I've read threads that put the solid front axle caster between 4 and 9 degrees. I also found a source that quotes a 36 Ford manual saying set the front caster to 8.5 degrees. I'm thinking that something between 6 or 7 degrees would be good. Of course, caster will ultimately be determined by how horizontal you can mount the bar at the frame end. I'm just trying to come up with a number for the bracket. What about 7 degrees? Anyone here who knows anything about this and has some thoughts, please chime in!
From the photographs of the 32 front brackets, I guesstimate the angle to be something between 7 and 8 degrees (visualize old bald guy with protractor pressed up against his computer monitor).
Bar width looking down from the top
===========================
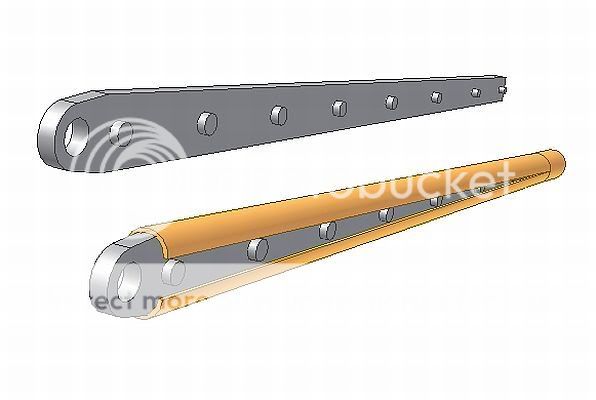
The next thing I'm hoping for is some feedback about the width of the bars, looking down at them from the top. They all taper from a taller oval up front, to a round shape out back, looking at the sides. But what I'm talking about is the width of the bar looking down on it. The later 40's style wishbones are much heavier/wider looking from the top, probably because the cars where starting to get pretty heavy. I want to make a bar that is strong, but I don't think the look of the wider, later model bars is right for our little cars. I also know that some wishbones (the Model A I think, not 100% sure on this) change in width from the front to back, looking from the top. Narrower up front, then they get wider at the back, as their height tapers down to a round shape. Here is a really crappy picture I found. Unfortunately it's not very clear:

It's hard to see this in the last image, but the bar is much narrower from the top at the axle end compared to the back end. I've seen this up close on cars at shows. I personally don't like the look, but again, that's just me. I'm going more for constant width from front to back, looking down. (Note: I hope all that made sense. I don't want you to confuse it with the beautiful taper of the bar from front to back looking at the sides.)
EDIT: I found a slightly better image of what I'm trying to talk about. Here it is:

You can see how much wider the bar is at the back relative to the front from the top.
Final note on bar width: I will definitely go for a heavier/wider bar for the rear. Especially because the rear bars are much longer and they need to handle the torque from a more modern engine.
Rear Bracket
==========
I found what I think is a great looking rear bracket to interface with the rear axle. I think it's from a 35-36 Ford. What I like is it mounts the wishbone bar to the bottom of the axle. Again, this type of setup should help when you're trying to keep the frame as low to the ground as possible. I want my rear bracket to be inspired by this design. It looks something like this:

What ever final style I come up with for the rear bracket, I'm going with some kind of below-the-axle mount to keep the bar as low as possible.
How long
=======
I'm shooting for a working length of 42” to 44” for the front wishbones and 60” to 64” long for the rears. From what I've gathered from the Web, this seems close to the real deal. Feel free to comment on length.
Well, that's it for now. Tomorrow, I'm going to try and extract some dimensions from the dozens of photographs of wishbones I've stolen off the Web over the last six months. There are also a couple of shops in the area I can visit that might have some real wishbones I could steal dimensions from.
I spent some time today down in my shop gluing up a few strips of MDF to start making a wooden prototype. That'll help me see if I'm even getting close to something real.
Thanks everyone for your patience on this very long first post. Take care,
David
Well, the economy is tanked and I've been without work since mid December of last year. Yikes! I have to admit, I'm starting to get a little worried about it. I can't sit around and cry like a baby while the powers that be try to figure out this darn mess. Besides, I'm getting bored, and I'm nowhere near ready to retire.
I don't feel financially safe enough to start gung-ho on my own project, but it did occur to me that I could start making bits and pieces. A few days ago I started to think about radius rods and made a post about their lengths. I figured that would be an easy and simple project for me. Something to cheer me up!
A little background
==============
The radius rod length thread got me thinking again about the possibility of using a set of traditional wishbones instead of hairpins for my future project. With great interest, I've followed wishbone sales on Ebay and the Hamb for about six months. I keep thinking, “Wouldn't it be cool to use real wishbones?” Anyway, the radius rod lengths post made me ask myself, “Why not build them?”
Because I have more time then money or sense, I'm starting my first build thread. It's not a “Whole Car” build thread like the rest of you, just a small part of it. I would like to design and build from scratch, a set of front and rear traditional looking wishbones. I want them split in style and inspired in appearance by the man himself, Henry Ford. I even have some ideas on how to make them stronger than the originals.
I'm not sure if this exercise will amount to anything of value, or if I'll even succeed at it. The worst that will happen from my efforts is I'll have a lot of fun and possibly a cool set of hand made wishbones. And in the spirit of a true build thread, mistakes will be made and directions will change. I also don't claim to know much of anything, even though I'll try and convince you otherwise... (it's all part of my master plan Bwahahahahah!). It seems like the older I get and the more I learn, the less I really know! Feel free to thread jack and mind dump. This thread is all about sharing ideas.
Lets get started. I've been looking at different styles of Ford wishbones from photographs (I don't actually have any real ones). Here are some thoughts about what I want them to look like:
Front brackets
===========
Hands down for me anyway, the 32 style offset front bracket mount is my favorite in appearance. This is the front bracket I'm going to use as a model for my front wishbones. Here is a photo I stole from the Web to illustrate what I mean:
I love the look of the bottom part/line of the bar being lower than the rest of the bracket. I am a huge fan of the traditional looking rod, and from my lurkings on this forum and others, I especially like the look of cars that are built as low as possible. I think a wishbone front bracket that places the bar low, relative to the front axle mounting, should make for a more horizontal looking bar. I also plan to make the opening of the bracket mouth 2 1/4" to fit the more modern after market I-Beam axles.
Caster
=====
I've researched the caster in these front brackets. I've read threads that put the solid front axle caster between 4 and 9 degrees. I also found a source that quotes a 36 Ford manual saying set the front caster to 8.5 degrees. I'm thinking that something between 6 or 7 degrees would be good. Of course, caster will ultimately be determined by how horizontal you can mount the bar at the frame end. I'm just trying to come up with a number for the bracket. What about 7 degrees? Anyone here who knows anything about this and has some thoughts, please chime in!
From the photographs of the 32 front brackets, I guesstimate the angle to be something between 7 and 8 degrees (visualize old bald guy with protractor pressed up against his computer monitor).
Bar width looking down from the top
===========================
The next thing I'm hoping for is some feedback about the width of the bars, looking down at them from the top. They all taper from a taller oval up front, to a round shape out back, looking at the sides. But what I'm talking about is the width of the bar looking down on it. The later 40's style wishbones are much heavier/wider looking from the top, probably because the cars where starting to get pretty heavy. I want to make a bar that is strong, but I don't think the look of the wider, later model bars is right for our little cars. I also know that some wishbones (the Model A I think, not 100% sure on this) change in width from the front to back, looking from the top. Narrower up front, then they get wider at the back, as their height tapers down to a round shape. Here is a really crappy picture I found. Unfortunately it's not very clear:
It's hard to see this in the last image, but the bar is much narrower from the top at the axle end compared to the back end. I've seen this up close on cars at shows. I personally don't like the look, but again, that's just me. I'm going more for constant width from front to back, looking down. (Note: I hope all that made sense. I don't want you to confuse it with the beautiful taper of the bar from front to back looking at the sides.)
EDIT: I found a slightly better image of what I'm trying to talk about. Here it is:
You can see how much wider the bar is at the back relative to the front from the top.
Final note on bar width: I will definitely go for a heavier/wider bar for the rear. Especially because the rear bars are much longer and they need to handle the torque from a more modern engine.
Rear Bracket
==========
I found what I think is a great looking rear bracket to interface with the rear axle. I think it's from a 35-36 Ford. What I like is it mounts the wishbone bar to the bottom of the axle. Again, this type of setup should help when you're trying to keep the frame as low to the ground as possible. I want my rear bracket to be inspired by this design. It looks something like this:
What ever final style I come up with for the rear bracket, I'm going with some kind of below-the-axle mount to keep the bar as low as possible.
How long
=======
I'm shooting for a working length of 42” to 44” for the front wishbones and 60” to 64” long for the rears. From what I've gathered from the Web, this seems close to the real deal. Feel free to comment on length.
Well, that's it for now. Tomorrow, I'm going to try and extract some dimensions from the dozens of photographs of wishbones I've stolen off the Web over the last six months. There are also a couple of shops in the area I can visit that might have some real wishbones I could steal dimensions from.
I spent some time today down in my shop gluing up a few strips of MDF to start making a wooden prototype. That'll help me see if I'm even getting close to something real.
Thanks everyone for your patience on this very long first post. Take care,
David