Gerry
Well-Known Member
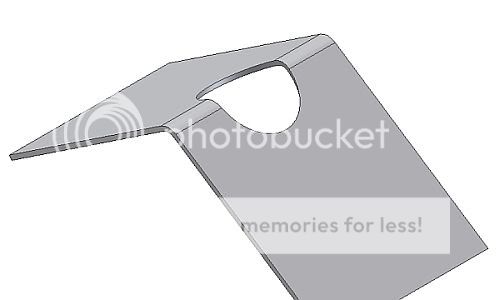
Need some help guys, my math has deserted me. I need to cut out a hole in the top of my 5 sided tank for the filler tube. Cant remember how to develop the shape for a template. Can any one help me... please
Here a pic of the tank section with the filler tube held in the place where I need it to go through. Once I have a hole in the tank I can mark the tube and trim it to suit before welding it.

Gerry
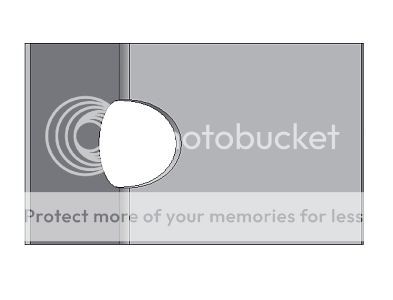
Here a pic of the tank section with the filler tube held in the place where I need it to go through. Once I have a hole in the tank I can mark the tube and trim it to suit before welding it.
Gerry